
Продукция





-

Оборудование для обнаружения дефектов стальных труб
-

Цинковая проволока
-

Пильный диск
-

Кромкофрезерный станок
-

Машина для пополнения запасов цинка
-

Станок с плоской головкой
-

Магнитный стержень
-

Зубошлифовальный станок
-

Гидравлический пресс
-

Внутренний скребок
-

Инструмент
-

Петлитель
-

Плесень
-
Летающая пила
-

Рихтовальная машина
-
Оборудование для производства труб из нержавеющей стали


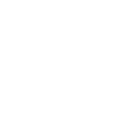
Машина для стыковой сварки ножницами
Сварка сдвигом – это передовая технология соединения материалов, которая сочетает в себе характеристики сдвига и сварки. Она обычно используется при соединении металлических материалов для достижения эффективного и надежного сочетания материалов. Она широко используется в автомобилестроении, аэрокосмической и других областях.
Описание
маркер
Подробности о продукте
Сварка ножницами
Точный и эффективный процесс соединения материалов
Сварка сдвигом - это передовая технология соединения материалов, которая сочетает в себе характеристики сдвига и сварки. Она обычно используется при соединении металлических материалов для достижения эффективного и надежного сочетания материалов. Она широко используется в автомобилестроении, аэрокосмической и других областях.
Принцип процесса
С помощью специального сварочного оборудования при приложении давления к свариваемым деталям для обеспечения их плотной посадки используются высокочастотные и кратковременные импульсные токи для прохождения через контактирующие детали.Мгновенный нагрев вызывает быстрый нагрев металла в месте контакта до пластичного или расплавленного состояния. В то же время сила сдвига, создаваемая давлением, заставляет материалы проникать внутрь и смешиваться друг с другом на микроскопическом уровне для достижения межатомного связывания и образования прочного соединения.
Состав оборудования
1. Система подачи давления: состоит из гидравлического цилиндра, пневмоцилиндра или механического передаточного устройства, которое может точно контролировать величину и направление давления, прикладываемого к свариваемым деталям, обеспечивать плотный контакт свариваемых деталей и создавать соответствующее усилие сдвига во время сварки.
2. Источник питания для сварки: обеспечивает высокочастотный и кратковременный импульсный ток, а выходные параметры можно регулировать в соответствии с материалом и толщиной свариваемых деталей для обеспечения точного контроля тепла, необходимого для сварки.
3. Электродное устройство: подводит ток к контактной зоне свариваемой детали, одновременно помогая в приложении давления. Его форма и материал настраиваются в соответствии с формой, размером и требованиями к сварке свариваемой детали.
4. Система управления: координирует такие параметры, как приложение давления, выходной ток и время сварки, а также контролирует процесс сварки в режиме реального времени с помощью датчиков для обеспечения стабильности процесса и качества сварки.
Операционный процесс
1. Подготовка перед сваркой: очистите поверхность свариваемых деталей от загрязнений, таких как масло и ржавчина, чтобы убедиться, что поверхность ровная и гладкая.Определите параметры сварки в соответствии с материалом и размером свариваемых деталей и отладьте оборудование.
2. Сборка сварочных деталей: Соберите сварочные детали в соответствии с требованиями конструкции, чтобы обеспечить плотный контакт и точное положение, и зафиксируйте их с помощью приспособлений для предотвращения смещения во время сварки.
3. Выполнение сварки: Запустите оборудование, приложите давление для подгонки свариваемых деталей и одновременно подайте импульсный ток для контроля времени действия давления и тока для образования прочного соединения в зоне контакта свариваемых деталей.
4. Послесварочная обработка: Проверьте внешний вид сварных соединений на наличие трещин, непроницаемости и других дефектов.Проведите неразрушающий контроль или проверку механических свойств важных сварных деталей, чтобы обеспечить качество сварки.
Сценарий применения
1. Производство автомобилей: используется при изготовлении каркасов кузовов, компонентов шасси и т.д., соединяя стали различной толщины и прочности для обеспечения прочности конструкции при одновременном снижении массы кузова и улучшении характеристик автомобиля.
2. Аэрокосмическая промышленность: Подходит для изготовления крыльев самолетов, шасси и других компонентов, соединяя высокопрочные алюминиевые сплавы, титановые сплавы и другие материалы для удовлетворения требований, предъявляемых к легким и высокопрочным конструкционным частям аэрокосмической промышленности.
Преимущества
1. Высокое качество сварки: соединения плотно соединены, равномерно организованы, обладают хорошей прочностью и вязкостью и могут выдерживать большие нагрузки.
2. Высокая эффективность производства: процесс сварки быстрый, операция может быть автоматизирована и подходит для крупносерийного производства.
3. Небольшая зона термического воздействия: Из-за короткого времени действия импульсного тока диапазон нагрева свариваемых деталей невелик, а степень деформации низкая, что позволяет поддерживать точность размеров свариваемых деталей.Зажимные машины для стыковой сварки можно разделить на Ручная сварка гидравлическими ножницами и автоматическая сварка гидравлическими ножницами.Подберите соответствующий аппарат для стыковой сварки ножницами в соответствии с толщиной и шириной исходного материала.



связаться с нами
Сопутствующие популярные продукты

Оборудование для сварки труб прямым швом
Этот агрегат представляет собой специальное оборудование для производства прямошовных сварных труб в металлургии, строительстве, на транспорте, в машиностроении, транспортных средствах и других отраслях промышленности.
Машина для пополнения запасов цинка
Машина для пополнения цинка оцинкованных труб специально используется для ремонта повреждений цинкового слоя, которые возникают во время производства или транспортировки оцинкованных труб, обеспечения целостности цинкового слоя и улучшения коррозионной стойкости и срока службы оцинкованных труб. Она широко используется производителями оцинкованных труб и смежными перерабатывающими отраслями.
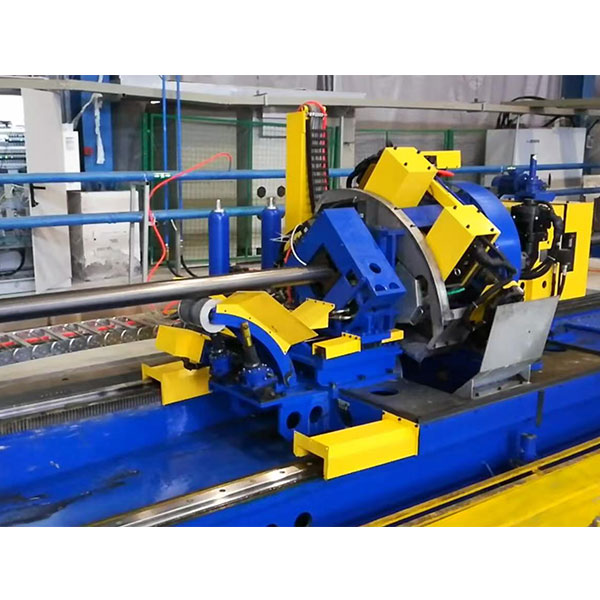
Оборудование для производства труб из нержавеющей стали
Линия по производству оборудования для труб из нержавеющей стали обычно состоит из ряда оборудования, которые взаимодействуют друг с другом для переработки сырья из нержавеющей стали в трубы из нержавеющей стали различных спецификаций и типов.
Гидравлический пресс
Гидравлический пресс для стальных труб является ключевым оборудованием, используемым для проверки качества стальных труб, особенно их несущей способности, в процессе производства стальных труб.
Летающая пила
Летучая пила — это вид оборудования, специально используемого для резки непрерывно движущихся труб, профилей и т. д. на фиксированные длины. Она широко используется в таких отраслях, как обработка труб и производство строительных профилей. Резка может выполняться во время движения трубы на высокой скорости, что значительно повышает эффективность производства.

Кран
На грандиозной сцене автомобильной и железнодорожной логистики козловой кран подобен стальному гиганту, возвышающемуся между небом и землей и несущему на своих плечах тяжелую задачу погрузки, разгрузки и перевалки грузов.
Внутренний скребок
Скребок внутри трубы, сваренной высокочастотным прямым швом, представляет собой инструмент, используемый для удаления заусенцев внутри трубы, сваренной высокочастотным прямым швом.
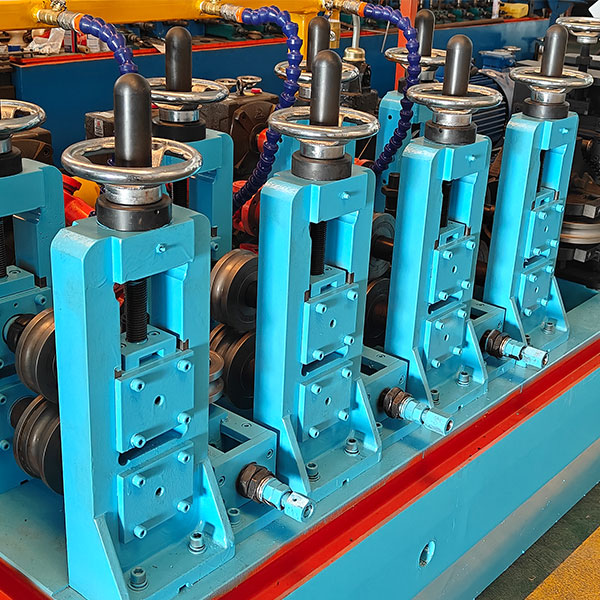
Оборудование для высокочастотного индукционного нагрева
Высокочастотное индукционное нагревательное оборудование – это современное оборудование, использующее принцип электромагнитной индукции для достижения быстрого, эффективного и точного нагрева. Оно играет ключевую роль во многих отраслях промышленности.

Пресс-подборщик
Автоматический пакетировочный пресс для стальных труб — это автоматизированное оборудование, специально разработанное для упаковки стальных труб. Он широко используется на предприятиях по производству стальных труб, в складских и логистических центрах и других местах.

Устройство для укладки на поддоны
Автоматический паллетайзер для стальных труб — это автоматизированное оборудование, используемое в сфере производства стальных труб, складирования и логистики. Он может аккуратно укладывать стальные трубы на производственной линии в соответствии с заданными правилами, что значительно повышает эффективность работы и снижает затраты на рабочую силу.
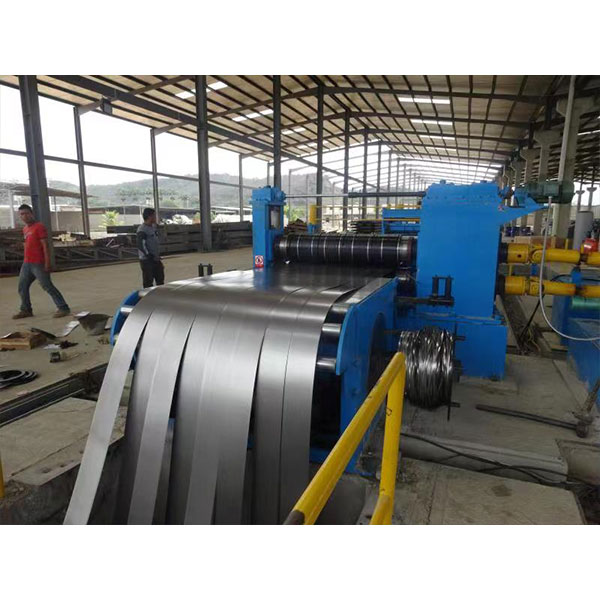
Машина для продольной резки
Машина для продольной резки рулонной стали — это устройство, используемое для точной резки больших рулонов стали на несколько узких стальных полос в соответствии с определенными требованиями к ширине.
Рихтовальная машина
Правильная машина для стальных труб является ключевым оборудованием для правки изогнутых стальных труб во время производства или использования. Она широко используется в производстве стальных труб, механической обработке, строительстве и других отраслях промышленности для обеспечения прямолинейности и точности размеров стальных труб для удовлетворения требований использования в различных областях.

Оборудование для производства спиральных сварных труб
Оборудование для спирально-сварных труб — это профессиональное оборудование, используемое для производства спирально-сварных стальных труб.
Оборудование для обнаружения дефектов стальных труб
Оборудование для дефектоскопии стальных труб используется для обнаружения внутренних и поверхностных дефектов стальных труб с целью обеспечения качества стальных труб. Оно широко используется в производстве стальных труб, нефтехимической, электроэнергетической и других отраслях промышленности.
Станок с плоской головкой
Машина для плющения стальных труб — это тип оборудования, специально используемого для плющения двух концов стальных труб. Она играет незаменимую роль во многих областях, таких как производство стальных труб, монтаж трубопроводов и механическая обработка, гарантируя, что концы стальных труб будут плоскими, а размер — точным, закладывая основу для последующих процессов.
Кромкофрезерный станок
Кромкофрезерный станок — это профессиональное оборудование для обработки кромок металлических пластин.
-


-
-


WeChat
