
Продукция





-
Летающая пила
-

Профилегибочная машина
-

Внутренний скребок
-

Оборудование для обнаружения дефектов стальных труб
-

Гидравлический пресс
-

Зубошлифовальный станок
-
Оборудование для высокочастотного индукционного нагрева
-

Пресс-подборщик
-

Плесень
-

Петлитель
-

Рихтовальная машина
-

Кран
-

Линия по производству труб API
-

Пильный диск
-

Кромкофрезерный станок
-

Машина для стыковой сварки ножницами


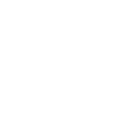
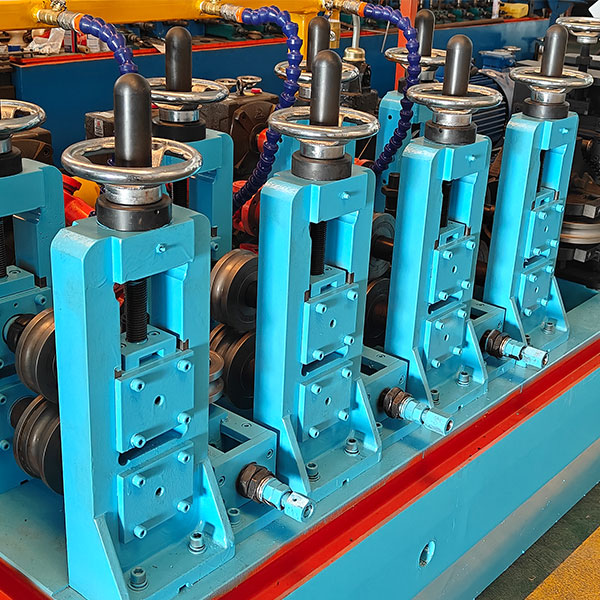
Машина для холодной формовки
Формовочный станок для холодной гибки состоит из нескольких частей
Описание
маркер
Состоит из следующих компонентов
Разгрузочное устройство
Обычно это разматыватель, который используется для размещения и разматывания металлических листовых материалов, таких как рулоны и полосы. Например, гидравлический разматыватель может точно контролировать скорость разматывания и натяжение через гидравлическую систему, чтобы гарантировать стабильную транспортировку сырья на последующие процессы.
Выравнивающее устройство
К распространенным правильным машинам относятся 7- и 9-валковые правильные машины, которые выравнивают металлические листы и полосы после размотки, устраняя неровности и внутренние напряжения на поверхности, возникающие при транспортировке и хранении, а также создают хорошую основу для последующей точной формовки.
Формовочный хост
Это основная часть машины для холодной прокатки, состоящая из нескольких формовочных роликов, расположенных последовательно. Ролики обычно изготавливаются из износостойких материалов, таких как C12MoV, которые обладают высокой твердостью и хорошей износостойкостью после специальной термической обработки. Под действием многочисленных комплектов роликов металлическая полоса непрерывно изгибается в поперечном направлении, постепенно образуя профиль с определенным поперечным сечением.
Устройство для пробивки отверстий
В зависимости от требований к продукту его можно устанавливать в различных положениях, и, как правило, он приводится в действие серводвигателем, что позволяет осуществлять многопозиционную комбинированную штамповку. Операции пробивки могут выполняться в соответствии с заданными положениями и размерами до или во время формования металлических листов и полос для удовлетворения функциональных требований, таких как монтаж и соединение изделия.
Режущее устройство
Такие как гидравлическая летучая пила, сервоприводные строгальные ножницы и т. д., когда профиль достигает заданной длины, режущее устройство отрезает его, получая готовое изделие необходимой длины. Гидравлическая летучая пила использует гидравлическую систему для подачи мощности для достижения быстрой и точной резки; сервоприводные ножницы управляются серводвигателем и могут точно отслеживать скорость разрезаемого профиля во время движения, а допуск на размер резки можно контролировать в меньшем диапазоне.
Электрическая система управления
Для управления обычно используется ПЛК (программируемый логический контроллер) в сочетании с сенсорным экраном человеко-машинного интерфейса. Операторы могут задавать различные параметры на сенсорном экране, такие как скорость производства, длина изделия, положение пробивки и т. д. ПЛК точно контролирует работу каждого компонента в соответствии с заданными процедурами и параметрами, обеспечивая автоматическое производство оборудования.



связаться с нами
Сопутствующие популярные продукты

Разматыватель
Разматыватель, являясь ключевым оборудованием в начальном звене производственной линии по переработке рулонов, отвечает за плавное разворачивание рулонных материалов (таких как листовой металл, полоса, бумага и т.д.) и обеспечивает непрерывную и стабильную подачу материала для последующих процессов обработки.
Внутренний скребок
Скребок внутри трубы, сваренной высокочастотным прямым швом, представляет собой инструмент, используемый для удаления заусенцев внутри трубы, сваренной высокочастотным прямым швом.
Зубошлифовальный станок
Зубошлифовальный станок оснащен высокоточной системой шлифования, использует передовую технологию ЧПУ и прецизионную механическую структуру, а также может точно контролировать угол, глубину и положение шлифовки, благодаря чему точность профиля зубьев пильного полотна достигает чрезвычайно высокого уровня.
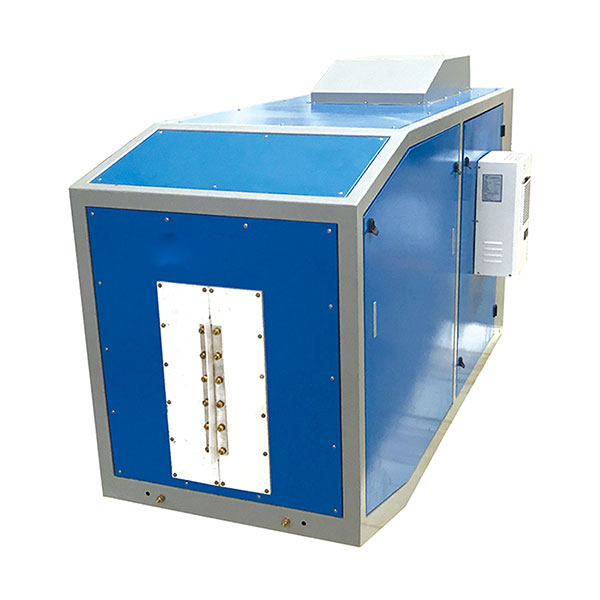
Машина для продольной резки
Машина для продольной резки рулонной стали — это устройство, используемое для точной резки больших рулонов стали на несколько узких стальных полос в соответствии с определенными требованиями к ширине.
Оборудование для обнаружения дефектов стальных труб
Оборудование для дефектоскопии стальных труб используется для обнаружения внутренних и поверхностных дефектов стальных труб с целью обеспечения качества стальных труб. Оно широко используется в производстве стальных труб, нефтехимической, электроэнергетической и других отраслях промышленности.
Петлитель
Петлитель играет ключевую роль во многих процессах промышленного производства. Он подобен интеллектуальному материальному буферу и координационному “узлу”, обеспечивающему бесперебойную связь всех аспектов производства.
Пресс-подборщик
Автоматический пакетировочный пресс для стальных труб — это автоматизированное оборудование, специально разработанное для упаковки стальных труб. Он широко используется на предприятиях по производству стальных труб, в складских и логистических центрах и других местах.
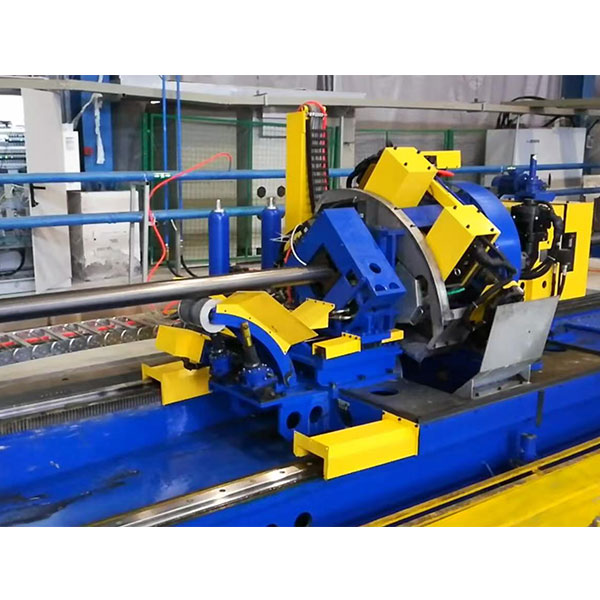
Оборудование для высокочастотного индукционного нагрева
Высокочастотное индукционное нагревательное оборудование – это современное оборудование, использующее принцип электромагнитной индукции для достижения быстрого, эффективного и точного нагрева. Оно играет ключевую роль во многих отраслях промышленности.

Цинковая проволока
В процессе производства оцинкованных труб цинковая проволока является одним из важнейших видов сырья, играющим решающую роль в повышении качества и эксплуатационных характеристик оцинкованных труб.

Устройство для прямого формования квадрата
Состав и характеристики оборудования для прямого квадратирования сварных труб
Кран
На грандиозной сцене автомобильной и железнодорожной логистики козловой кран подобен стальному гиганту, возвышающемуся между небом и землей и несущему на своих плечах тяжелую задачу погрузки, разгрузки и перевалки грузов.

Машина для пополнения запасов цинка
Машина для пополнения цинка оцинкованных труб специально используется для ремонта повреждений цинкового слоя, которые возникают во время производства или транспортировки оцинкованных труб, обеспечения целостности цинкового слоя и улучшения коррозионной стойкости и срока службы оцинкованных труб. Она широко используется производителями оцинкованных труб и смежными перерабатывающими отраслями.
Кромкофрезерный станок
Кромкофрезерный станок — это профессиональное оборудование для обработки кромок металлических пластин.


Магнитный стержень
Магнитные стержни часто играют роль в адсорбции примесей и магнитном поле в оборудовании для сварки труб.
Оборудование для производства труб из нержавеющей стали
Линия по производству оборудования для труб из нержавеющей стали обычно состоит из ряда оборудования, которые взаимодействуют друг с другом для переработки сырья из нержавеющей стали в трубы из нержавеющей стали различных спецификаций и типов.
-


-
-


WeChat
