
Продукция





-
Оборудование для высокочастотного индукционного нагрева
-

Инструмент
-

Плесень
-

Грузоподъемник
-
Летающая пила
-

Оборудование для обнаружения дефектов стальных труб
-

Зубошлифовальный станок
-

Гидравлический пресс
-

Машина для пополнения запасов цинка
-

Рихтовальная машина
-

Кромкофрезерный станок
-

Внутренний скребок
-

Машина для холодной формовки
-

Кран
-

Линия по производству труб API
-
Оборудование для производства труб из нержавеющей стали













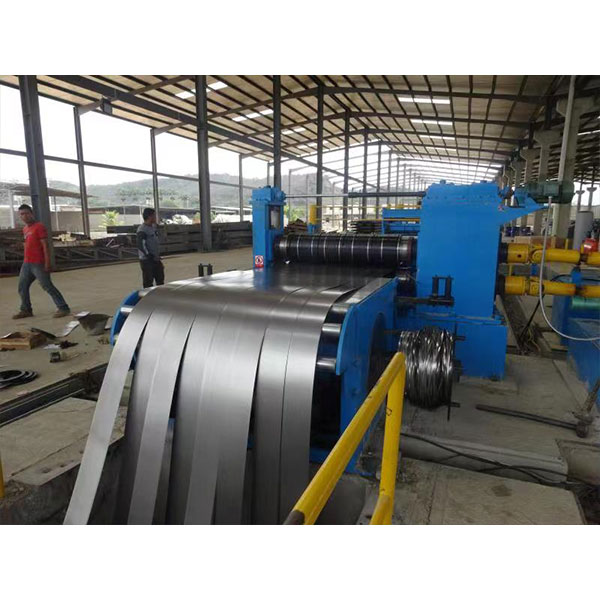
Оборудование для сварки труб прямым швом
Этот агрегат представляет собой специальное оборудование для производства прямошовных сварных труб в металлургии, строительстве, на транспорте, в машиностроении, транспортных средствах и других отраслях промышленности.
Описание
маркер
Подробности о продукте
Основной блок (формовочно-установочная машина)
Этот агрегат представляет собой специальное оборудование для производства прямошовных сварных труб в металлургии, строительстве, на транспорте, в машиностроении, транспортных средствах и других отраслях промышленности. В качестве сырья в нем используются стальные полосы определенных спецификаций.
С помощью методов холодной штамповки и высокочастотной сварки производятся круглые трубы требуемых технических характеристик.Установка отличается инновационным дизайном, простотой в эксплуатации и обслуживании, а также экономией инвестиций.Капитально, экономично и практично.
Технологический процесс
Катушка из необработанной стали → приводная подача → размотка → стыковая сварка срезом → формовочная машина → высокочастотная сварка → удаление заусенцев внутри и снаружи → (устройство для распыления цинка) → Водяное охлаждение → установка диаметра (онлайн-дефектоскопия) → резка пилой
→ Конвейерный ролик → Гидростатическое испытание → Конвейерный ролик → Автоматическое укладывание на поддоны → автоматическая (ручная) упаковка
Оборудование для производства прямошовных труб
Ключевое оборудование для производства высококачественных прямошовных труб
Оборудование для производства прямошовных труб используется для переработки металлических полос в стальные трубы с продольными прямыми сварными швами, которые широко используются в строительстве, машиностроении, нефтехимии и других областях.Ниже представлен принцип его работы, структурный состав, эксплуатационные характеристики и сценарии применения.
Принцип работы
Оборудование для сварки прямошовных труб основано на принципе пластической деформации металла и сварки.Сначала разматыватель разворачивает рулонную металлическую полосу, а выравнивающая машина устраняет волнистость, искривление и другие дефекты полосы, делая ее поверхность ровной.Затем полоса проходит через формовочную машину и постепенно сгибается в круглую трубчатую заготовку под действием ряда валков.Впоследствии трубная заготовка поступает в зону сварки, и стыковые кромки трубной заготовки нагреваются, расплавляются и свариваются вместе с помощью таких методов сварки, как высокочастотный ток или дуговая сварка под флюсом, с образованием прямого шва.Наконец, сварная труба имеет размеры с помощью станка для установки диаметра, чтобы обеспечить точность определения диаметра трубы, а затем обрезается режущим устройством в соответствии с требуемой длиной для получения готовой прямошовной сварной трубы.
Структурный состав
1. Устройство для размотки: Оно состоит из разматывателя, расширительной и сжимающей катушки и т.д., Которые отвечают за плавное разматывание рулона ленты. Расширительную и сжимающую катушку можно расширять и сжимать гидравлически или механически для адаптации к различным внутренним диаметрам рулона ленты.
2. Выравнивающее устройство: оно содержит несколько комплектов выравнивающих роликов, которые устраняют неровности полосы путем приложения различного давления к верхней и нижней поверхностям полосы, так что полоса приобретает хорошую плоскостность и готовится к последующему формованию.
3. Формовочный узел: Он является основной частью оборудования и состоит из нескольких пар формовочных валков. Валки постепенно сгибают полосу в трубную заготовку в соответствии с определенной формой и расположением.Материалом валков в основном является легированная сталь, которая прошла специальную термическую обработку и обладает высокой твердостью и износостойкостью.
4. Сварочная система: Обычная высокочастотная сварка и дуговая сварка под флюсом.Высокочастотная сварка использует скин-эффект и эффект близости высокочастотного тока для быстрого нагрева и расплавления края трубной заготовки; дуговая сварка под флюсом осуществляется под слоем флюса, и дуга создает высокую температуру, которая расплавляет сварочную проволоку и основной материал для достижения сварки.Сварочная система включает в себя источник сварочного питания, электрод (или сварочную горелку), механизм подачи проволоки (при дуговой сварке под флюсом) и т.д.
5. Устройство для установки диаметра: оно состоит из устройства для установки диаметра и серии роликов для точной настройки размера свариваемой трубной заготовки для обеспечения точности и округлости диаметра свариваемой трубы, чтобы она соответствовала требованиям стандарта.
6. Режущее устройство: Используя методы резки, такие как дисковые пилы или планетарные пилы, в соответствии с установленной длиной, сварная труба точно обрезается во время непрерывного движения сварной трубы для получения требуемой длины готовой сварной трубы.
7. Электрическая система управления: Программируемый логический контроллер (ПЛК) или промышленный компьютер используется для точного управления работой различных частей оборудования.Оператор может установить такие параметры, как скорость полосы, сварочный ток, размер диаметра трубы и т.д. В интерфейсе управления. Система отслеживает рабочее состояние оборудования в режиме реального времени и имеет функции диагностики неисправностей и сигнализации.
Эксплуатационные характеристики
1. Высокая эффективность производства: может быть достигнута высокая степень автоматизации, непрерывное производство, а производительность в минуту может достигать нескольких метров или даже выше для удовлетворения потребностей крупномасштабного производства.
2. Высокая точность изделия: благодаря передовой технологии формования и настройки диаметра хорошо контролируются такие показатели точности, как допуск по диаметру, прямолинейность и округлость сварных труб, что может соответствовать строгим требованиям различных отраслей промышленности к точности размеров сварных труб.
3. Хорошее качество сварки: используются соответствующая технология сварки и система управления, качество сварных швов надежное, сварные швы обладают высокой прочностью и герметичностью и могут выдерживать большее давление и нагрузку.
4. Высокая адаптивность: прямошовные сварные трубы с различными характеристиками (диаметр трубы, толщина стенки) и материалами (такими как углеродистая сталь, легированная сталь, нержавеющая сталь и т.д.) Могут быть изготовлены путем настройки параметров оборудования и замены некоторых пресс-форм.



Сценарий применения
1. Строительная промышленность: используется при производстве труб для строительных конструкций, строительных лесов, водопроводных и дренажных труб и т.д.
2. Машиностроение: поставка опорных труб, патрубков для гидравлического масла и т.д. Для механических деталей.
3. Нефтехимическая промышленность: В качестве трубопровода для транспортировки нефти, природного газа, химического сырья и других сред.
Конкретное описание хоста
(1) Подающее устройство:
Это устройство настроено таким образом, чтобы стальная лента поступала в устройство плавно.Он состоит из двух верхних и нижних неподвижных горизонтальных роликов, пассивной пятивалковой выравнивающей машины и пары подающих вертикальных роликов.Он выполняет функцию выравнивания и позиционирования стальной полосы.
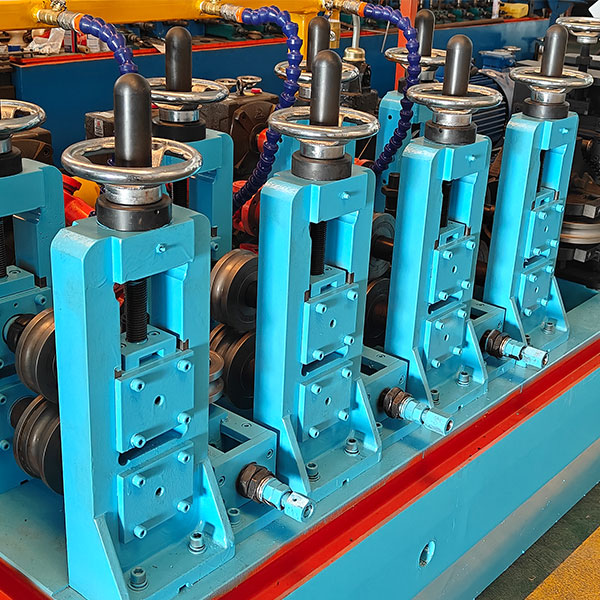
(2) Горизонтальная роликовая рама:
Он используется для установки горизонтальных валков и является основным компонентом формования стальной полосы.Он имеет портальную конструкцию с выкатной аркой сбоку.Высоту нижнего ролика регулировать не требуется, а высота нижней линии прокатки гарантируется точностью устройства и высокоточными предохранительными накладками.
Вся горизонтальная роликовая рама состоит из двух стоек. При замене роликов ослабьте крепежные болты и гайки боковой стойки без коробки передач и выдвиньте стойку для замены роликов.Для обеспечения точности первоначальной установки на верстаке имеется установочный стол, направляющий ключ и станок.Пазы шпонок в рамке совпадают.
Горизонтальная рама представляет собой портальную арку; подъем верхнего ролика выполнен в виде ручной червячной передачи + счетчика; горизонтальная рама регулируется с помощью шкалы.Вал плоского ролика необходимо закалять с высокой частотой.
(3) Вертикальная роликовая рама:
Используется для установки вертикальных роликов.Его роль заключается, во-первых, в участии в переходной деформации между двумя рамами горизонтальных роликов, и, во-вторых, в преодолении отскока трубной заготовки после того, как она выходит из горизонтального ролика, и в том, чтобы играть направляющую роль.Шпиндель вертикальной роликовой рамы опирается на единственную точку, в которой ролик легко заменить.
Используйте тяговую пластину в качестве вспомогательной опоры, затяните и закрепите ее болтами.Симметрия осевой линии двух роликовых валов регулируется регулировкой винтовой втулки, а расстояние между двумя роликовыми валами регулируется вращением винта.Высота вертикального ролика гарантируется роликовой накладкой.Подшипники качения используются для подшипников качения.Вертикальный вал ролика необходимо закалять с высокой частотой.
(4) рама направляющего ролика для сварки:
Расположенный перед рамой экструзионного ролика, он используется для установки направляющего ролика. Его роль заключается в следующем:
a: Контролируйте направление соединения труб, чтобы убедиться, что соединение входит в экструзионный ролик прямо и без перекручивания.
b: Контролируйте величину угла открытия.
c: Отрегулируйте центральное положение трубной заготовки так, чтобы она совпадала с типом отверстия экструзионного ролика.
Зазор между верхним и нижним роликами можно регулировать с помощью болтов, верхний и нижний ролики установлены на вращающемся кронштейне, а окружность можно регулировать с помощью червяка и червячной передачи, все поворотное седло можно регулировать, регулируя болт для подъема, а направляющую головку можно регулировать регулировочным винтом.
Болт регулируется сбоку, и вся направляющая рама может регулироваться вертикально с помощью регулировки болта.
(5) рама экструзионного ролика:
Используется для установки экструзионного ролика.Его роль заключается в нагревании края трубной заготовки до температуры сварки и придании определенному усилию выдавливания через экструзионный ролик для достижения цели сварки.Вал ролика можно регулировать вверх и вниз, а остальная конструкция такая же, как у вертикальной рамы ролика как。Тянущая пластина представляет собой медную тянущую пластину.Вал экструзионного ролика необходимо закалять с высокой частотой.
(6) Устройство для скребковой сварки:
Используется для зачистки наружных сварных швов и удаления внешних заусенцев.Он состоит из двух наборов инструментов, используемых попеременно, так что его все равно можно непрерывно чистить при замене инструмента после его износа.Скребок можно регулировать вверх, вниз и вбок, а также он имеет функцию быстрого подъема.
Быстрый подъем достигается с помощью кулачка.Под держателем инструмента имеются две пары направляющих, которые выдерживают прижимную силу во время зачистки.Зарезервируйте местоположение устройства для пополнения запасов цинка.
(7) Полированная стойка: размер такой же горизонтальной стойки.
(8) охлаждающее устройство:
Его роль заключается в достаточном охлаждении зоны сварки, чтобы гарантировать относительно точную установку стальной трубы и ее грубое выпрямление при прохождении через станок для установки диаметра.Он представляет собой комбинацию распыления и структуры водяной бани.Длина резервуара для охлаждающей воды подбирается в соответствии с требованиями продукта.
(9) механизм грубой правки:
Также известный как головка для индейки, он расположен в последней части машины для настройки диаметра.Его роль в основном заключается в придании шероховатости и выпрямлении стальной трубы.Это две машины для грубой правки с четырьмя роликами, вся правящая головка может вращаться и перемещаться вбок.Используйте трехточечный метод для выпрямления стальной трубы.
(10) Универсальный вал в сборе:
Он используется для соединения редуктора и горизонтальной роликовой рамы, соединения главного редуктора и вспомогательного редуктора.Используется специальный автомобильный приводной вал.Эффективность передачи высока, и ее очень удобно использовать, ремонтировать, заменять и подбирать.И горизонтальный ролик агрегата Рама имеет функцию защиты от перегрузки.
(11) коробка передач:
Редуктор агрегата оснащен дуговым зубчатым редуктором.Каждая коробка передач состоит из пары спирально-дуговых зубчатых колес и пары цилиндрических зубчатых колес.Преимуществом зубчатого редуктора является его долговечность и низкие затраты на техническое обслуживание и замену.В коробке передач используется спиральная коническая зубчатая передача.



связаться с нами
Сопутствующие популярные продукты

Магнитный стержень
Магнитные стержни часто играют роль в адсорбции примесей и магнитном поле в оборудовании для сварки труб.
Машина для холодной формовки
Формовочный станок для холодной гибки состоит из нескольких частей

Петлитель
Петлитель играет ключевую роль во многих процессах промышленного производства. Он подобен интеллектуальному материальному буферу и координационному “узлу”, обеспечивающему бесперебойную связь всех аспектов производства.
Внутренний скребок
Скребок внутри трубы, сваренной высокочастотным прямым швом, представляет собой инструмент, используемый для удаления заусенцев внутри трубы, сваренной высокочастотным прямым швом.
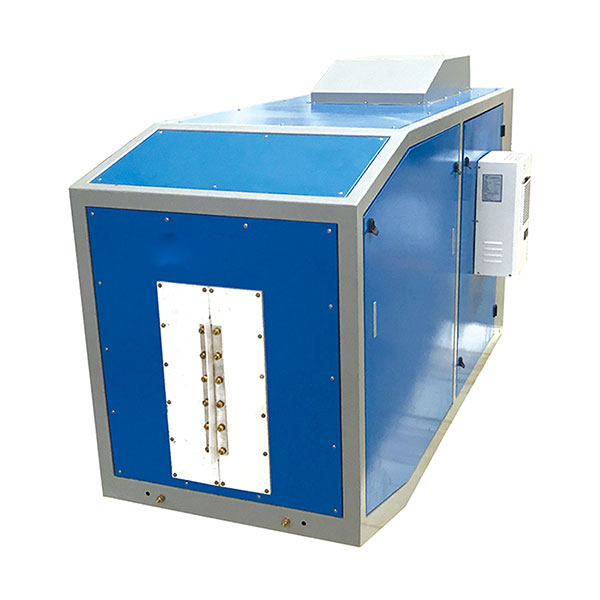
Оборудование для высокочастотного индукционного нагрева
Высокочастотное индукционное нагревательное оборудование – это современное оборудование, использующее принцип электромагнитной индукции для достижения быстрого, эффективного и точного нагрева. Оно играет ключевую роль во многих отраслях промышленности.
Кран
На грандиозной сцене автомобильной и железнодорожной логистики козловой кран подобен стальному гиганту, возвышающемуся между небом и землей и несущему на своих плечах тяжелую задачу погрузки, разгрузки и перевалки грузов.
Машина для продольной резки
Машина для продольной резки рулонной стали — это устройство, используемое для точной резки больших рулонов стали на несколько узких стальных полос в соответствии с определенными требованиями к ширине.
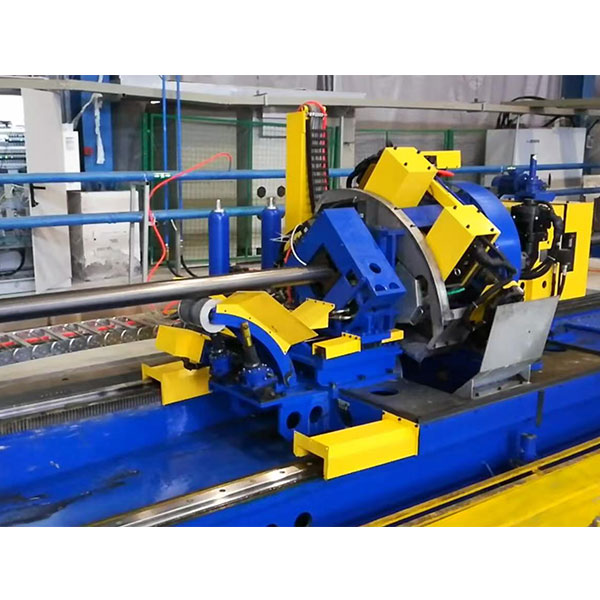
Летающая пила
Летучая пила — это вид оборудования, специально используемого для резки непрерывно движущихся труб, профилей и т. д. на фиксированные длины. Она широко используется в таких отраслях, как обработка труб и производство строительных профилей. Резка может выполняться во время движения трубы на высокой скорости, что значительно повышает эффективность производства.
Оборудование для обнаружения дефектов стальных труб
Оборудование для дефектоскопии стальных труб используется для обнаружения внутренних и поверхностных дефектов стальных труб с целью обеспечения качества стальных труб. Оно широко используется в производстве стальных труб, нефтехимической, электроэнергетической и других отраслях промышленности.

Оборудование для производства спиральных сварных труб
Оборудование для спирально-сварных труб — это профессиональное оборудование, используемое для производства спирально-сварных стальных труб.

Машина для стыковой сварки ножницами
Сварка сдвигом – это передовая технология соединения материалов, которая сочетает в себе характеристики сдвига и сварки. Она обычно используется при соединении металлических материалов для достижения эффективного и надежного сочетания материалов. Она широко используется в автомобилестроении, аэрокосмической и других областях.
Машина для пополнения запасов цинка
Машина для пополнения цинка оцинкованных труб специально используется для ремонта повреждений цинкового слоя, которые возникают во время производства или транспортировки оцинкованных труб, обеспечения целостности цинкового слоя и улучшения коррозионной стойкости и срока службы оцинкованных труб. Она широко используется производителями оцинкованных труб и смежными перерабатывающими отраслями.

Устройство для прямого формования квадрата
Состав и характеристики оборудования для прямого квадратирования сварных труб

Пильный диск
Пильный диск является ключевым компонентом, используемым для резки стальных труб в оборудовании для сварки труб.
-


-
-


WeChat
